
Insert molding is a molding process in which plastic is injected after a prepared different material, and the insert is loaded into the mold. Besides that,the fused plastic is perfectly joined and cured together with the insert. The insert molding process can be used for the production of integrated products.
Insert molding vs overmolding. Overmolding is a process by which two or more different materials are used to create a single product. Overmolding allows manufacturers to create pieces that combine the strengths of different plastics. One common example would be a simple toothbrush, featuring a hard plastic core and a soft, rubber-like grip.

A commonplace use of insert injection molding is creating plastic-covered metal cylinders to bolt pieces together and reduce stress on joined plastic parts. Threaded metal tubes or bracketed mounts minimize the amount of stress borne by the plastic piece. These simple compression limiters are ideally suited for insert injection molding since

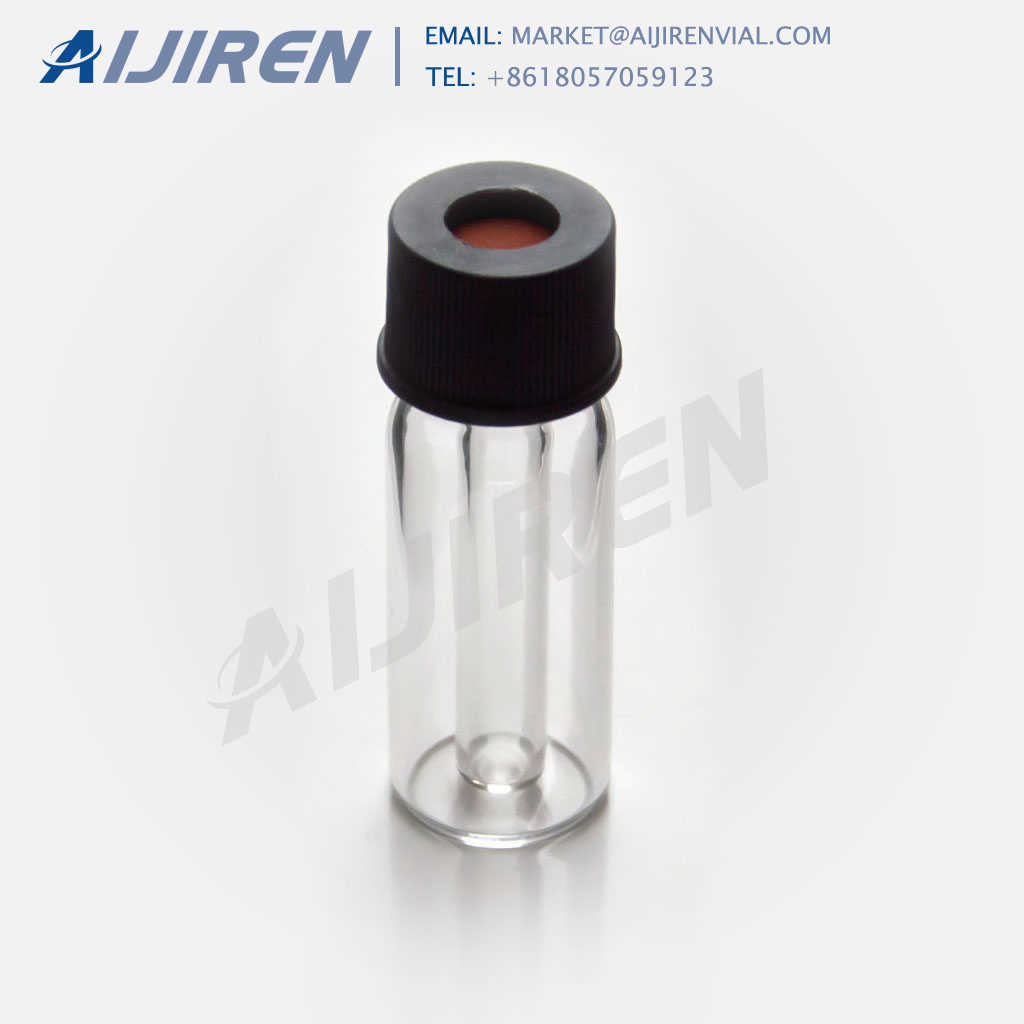
Part Number:5190-4073. 250ul insert, polypropylene w/grad 100pk. Add to Favorites. + Create New list. Item successfully added to your list. List Price: $35.75 /100 Pack. Add to cart. Please enter valid quantity.
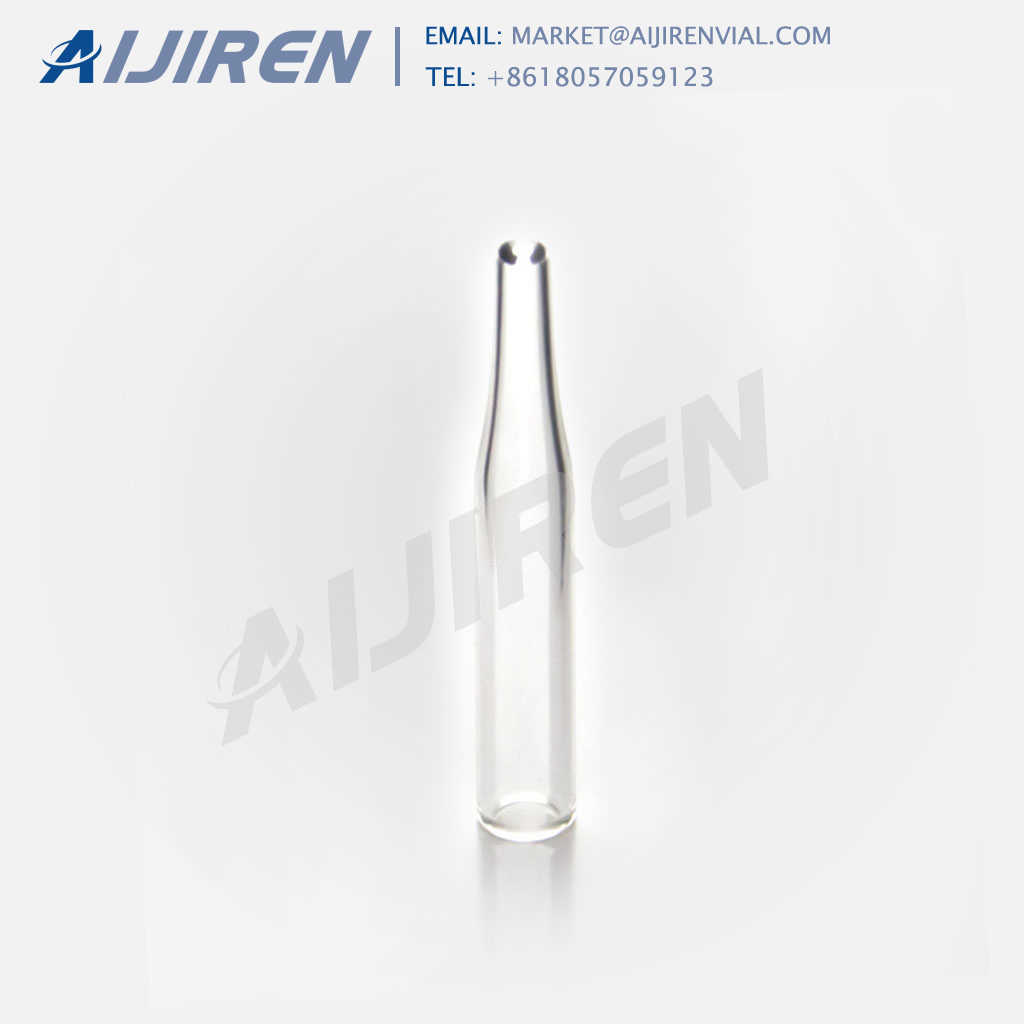
Sigma 250ul insert with mandrel interior and polymer feet for . Short Thread 9mm Clear Glass 1.5mL HPLC Autosampler Vials. 1 x 250uL Micro-Insert with Mandrel Interior and Polymer Feet, 29x5.7mm for 9mm vials, 100/pk, CV2044 + $16.38 1 x 250uL Micro-Insert, conical bottom, 31x6mm for 9mm vials, 100/pk, CV2046 + $10.96 1 x 300uL Micro-Insert, Flat Bottom, Clear, 31x6mm for 9mm vials, 100/pk

The process consists of two basic steps: First, the component is loaded into the mold before the molding process. Second, as molten plastic is injected into the mold, it takes the shape of the part and locks the component into the plastic. Laboratory analytical 250ul spring bottom vial insert for vials

Various types of inserts come with their own benefits and drawbacks, so contact Romeo RIM today for help deciding just which insert is right for your next project! 74000 Van Dyke Ave, Romeo, MI 48065. 586-336-5800 Mon-Fri, 8am until 5pm EST. sales@romeorim.com We reply within 48 hours. Tags: Insert Molding.

All conical styles of inserts are offered with the traditional pulled point as well as the improved mandrel point. Pulled point inserts are more economical, but mandrel point inserts provide a more pointed and uniform tip that enables better sample recovery. Micro-Inserts can be used on all 1.5ml vials. Effectively relieves the pressure of syringe.
Insert Molding. Insert Molding is when plastic is injected into the mold cavity and insert piece (or pieces) prior to plastic injection molding. The resulting product is a single piece with the insert encapsulated by the plastic. Benefits: Faster Assembly Time; Reduced Part Size; Reduced Part Weight; Cost-Effective; Product Examples:
Feb 23, 2022 · Put the insert mold or part into the plastic injection molding cavity. Support the insert piece to avoid it from falling off during the insert molding process. The plastic resin should be poured into the plastic injection molding cavity. Allow the resin to form around the insert piece. After this, you are done.

Insert injection molding involves encapsulating a previously fabricated component in molten resin to produce a finished part. The inserted component is usually a simple object, such as a knife blade or surgical tube, but in some cases, inserts can be as complex as a battery or motor. Plastic insert molding is ideal for improving the strength

Generally speaking, the insert should extend a minimum of 0.016” (0.4 mm into the cavity of the mold), and, in order to prevent sink marks in the plastic, the molding beneath the insert should be a minimum of one-sixth the insert’s diameter. A good rule of thumb when designing inserts is to ensure that they stay small relative to the

101mm from parting line. Up to 203.2mm if the parting line can pass through the middle of the part. PROJECTED MOLD AREA. 1 3 sq. mm (plastic) 30968 sq. mm (silicone rubber) Height may be limited if using a silicone as the overmold material, and deeper parts are limited to a smaller outline. Minimum part volume is 0.025 cu. in. (40.98 cu. mm).
Feb 23, 2022 · Put the insert mold or part into the plastic injection molding cavity. Support the insert piece to avoid it from falling off during the insert molding process. The plastic resin should be poured into the plastic injection molding cavity. Allow the resin to form around the insert piece. After this, you are done.

Nov 11, 2020 · Insert molding is a subset of injection molding techniques similar to overmolding where metal components are placed into a mold cavity before the actual plastic injection. The insert is precisely positioned inside the mold either manually or by a robotic arm. The mold then closes, and plastic is molded over the insert, creating a single part.